Pourquoi le denim à forte élasticité pose-t-il des défis uniques en matière de teinture et d’impression
L’interférence de l’élasthanne avec la diffusion des colorants et l’uniformité des teintes
L'élasthanne présente dans le denim très extensible représente environ 1 à 5 % du tissu, mais cette faible proportion crée en réalité des problèmes lors de la teinture correcte du matériau. Le coton absorbe naturellement les colorants, car il est hydrophile, tandis que l'élasthanne se comporte différemment : il repousse l’eau et possède une structure cristalline très serrée qui empêche les colorants classiques, comme l’indigo ou les colorants vat, de pénétrer efficacement. Résultat : toute la teinture s’accumule sur les parties en coton, tandis que les fils d’élasthanne restent totalement non teints, ce qui entraîne une coloration inégale sur l’ensemble du tissu. Lorsque les fabricants étirent le tissu pendant la production, cette situation déjà inégale s’aggrave encore : l’étirement sollicite les fibres de façon différente, créant ces stries et ces taches disgracieuses que l’on observe parfois sur les jeans finis. Les ouvriers d’usine doivent alors ajuster divers paramètres, tels que la viscosité de la teinture, la durée d’immersion du tissu dans la cuve de teinture, voire les méthodes de manipulation mécanique du matériau. Pourtant, obtenir une teinte uniforme reste particulièrement difficile, notamment en raison des variations d’intensité d’élasticité d’un lot à l’autre.
Architecture du fil à cœur torsadé : comment la gaine en coton et le cœur en élasthanne influencent la pénétration de l’indigo
Dans la construction des fils à âme, l'élasthanne constitue le cœur tandis que le coton forme la couche externe. Cela crée ce que les fabricants appellent une « double barrière » lorsqu’il s’agit de faire pénétrer la teinture dans le tissu. L’indigo colore parfaitement la partie en coton, mais ne parvient pas à traverser la partie élastique centrale, laissant ces zones plus claires. Ce qui se produit ensuite est intéressant : lorsque le denim s’humidifie au cours du processus de teinture, le coton se resserre effectivement autour du filament d’élasthanne, rendant encore plus difficile la pénétration des teintures en profondeur. Des essais montrent que cela peut réduire l’absorption de la teinture d’environ 30 % par rapport à un denim classique en coton. Avec le temps, l’usure normale érode la surface, révélant des filaments blancs éclatants d’élasthanne non teint situés en dessous. Certains moulinages ont obtenu des résultats satisfaisants en ajustant le degré de torsion du fil et en appliquant des traitements spécifiques avant la teinture. Ces méthodes relâchent la tenue du coton sur le cœur sans compromettre les propriétés d’élasticité, ce qui favorise une meilleure pénétration globale de la couleur.
Stratégies de sélection des colorants pour les jeans à forte élasticité
Limites de l'indigo et solutions de contournement pour les mélanges coton/elastane
Le problème avec l'indigo et l'élasthanne est en réalité assez simple. L'indigo n'adhère tout simplement pas bien aux fibres d'élasthanne, ce qui signifie que l'indigo classique ne fonctionne pas très bien pour ces jeans extensibles que nous recherchons tous aujourd'hui. Ce qui se produit ici, c'est que l'indigo s'attache principalement de façon physique, plutôt que de former des liaisons chimiques réelles, laissant ainsi la majeure partie de la composante élastique située à l'intérieur du fil complètement intacte — phénomène particulièrement visible sur les tissus à âme filée, où l'élasthanne court précisément au centre du fil. Nous avons constaté que la répétition de plusieurs cycles de trempage et d'oxydation permet d'obtenir une meilleure couverture colorée à la surface, et que l'ajout de colorants soufrés améliore globalement la fixation du colorant sur les fibres. Il existe également une astuce consistant à traiter préalablement le tissu avec certains produits chimiques porteurs d'une charge positive, ce qui peut augmenter l'absorption du colorant d'environ trente pour cent, sans altérer de façon trop importante l'élasticité du tissu. Cette méthode a été validée à l'aide des procédures normalisées décrites dans la norme AATCC TM213, relative à la mesure de la capacité de rebondissement d'un matériau après étirement.
Colorants à l'acide, réactifs et à la cuve : adapter la chimie à la composition des fibres
Lorsqu’il s’agit de teindre des tissus en coton, les colorants vat produisent des couleurs particulièrement intenses et très résistantes dans le temps. Toutefois, leur inconvénient réside dans la nécessité d’utiliser des produits chimiques puissants, tels que l’hydrosulfite de sodium, qui peuvent effectivement dégrader le polyuréthane présent dans les fibres élastiques. À l’inverse, les colorants réactifs à faible impact fonctionnent différemment : ils forment des liaisons chimiques stables, même à des températures relativement modérées, autour de 60 degrés Celsius. Cela implique une exposition moindre à la chaleur et une utilisation globalement réduite de produits chimiques agressifs pour le tissu. Les colorants acides ont également leur utilité, mais uniquement lorsqu’on travaille avec des composants en nylon dans des mélanges extensibles. Toutefois, le réglage précis du pH pendant la teinture acide est absolument critique, faute de quoi les fibres subissent des dommages. Des laboratoires ont testé ces procédés de façon approfondie, et leurs résultats se sont avérés très révélateurs : les tissus teints avec des colorants réactifs conservent environ 92 % de leur élasticité après traitement, tandis que ceux teints avec des colorants vat ne conservent plus que 78 %. Cette différence a un impact significatif sur la qualité, comme l’a rapporté le Textile Chemists Journal en 2024.
Méthodes de teinture avancées qui préservent la reprise élastique et l'intégrité de la couleur dans les jeans à forte extensibilité
Teinture par trempage à froid (Cold Pad Batch) contre teinture en corde (Rope Dyeing) : efficacité, régularité et maintien de l'élasticité sur les jeans à forte extensibilité
La méthode du bain froid (CPB, pour « cold pad batch ») a véritablement révolutionné la fabrication du denim à forte élasticité, permettant à la fois d’accélérer le processus et d’améliorer la tenue de forme du tissu. Ce qui distingue cette technique, c’est qu’elle élimine les longues périodes d’imprégnation et les étapes mécaniques de torsion auxquelles les méthodes traditionnelles ont recours. En conséquence, les usines peuvent ainsi achever leur production environ 40 % plus rapidement que par la teinture en corde. Des essais réalisés par des laboratoires indépendants montrent que la majeure partie de l’élasticité du tissu est préservée : selon les normes AATCC, environ 95 % de l’élasticité initiale est conservée. La teinture en corde traditionnelle, en revanche, n’est pas aussi douce. Cette ancienne méthode soumet les fils à âme torsadée à des contraintes mécaniques continues et à des torsions répétées, ce qui dégrade progressivement la structure du fil. De plus, la pénétration inégale de l’indigo dans les fibres engendre des problèmes, pouvant laisser jusqu’à 15 % de déformation permanente sur ces matériaux à forte élasticité.
teinture par exhaustion contrôlée au pH : rétention de la couleur prouvée à 82 % après 10 cycles de lavage industriel (TexProcess 2023)
Obtenir le bon équilibre d’alcalinité lors de l’utilisation de techniques de teinture par exhaustion est essentiel pour préserver l’intégrité des fibres d’élasthanne tout en garantissant une fixation optimale du colorant. En maintenant le pH aux alentours de 10,2 à 10,5, on favorise la formation de liaisons moléculaires fortes à travers le tissu, sans endommager le polyuréthane délicat qu’il contient. Selon les essais menés par TexProcess en 2023, les tissus traités selon cette méthode conservent également bien mieux leur couleur : après dix cycles complets de lavage industriel, ils retiennent environ 82 % de leur intensité chromatique initiale. Par ailleurs, un autre avantage s’ajoute : les fabricants signalent une réduction de la consommation d’eau d’environ 30 %. Et ce qui est encore plus impressionnant ? Le tissu retrouve presque entièrement sa forme initiale après des essais de contrainte, récupérant près de 98 % de ses dimensions et de sa structure d’origine.
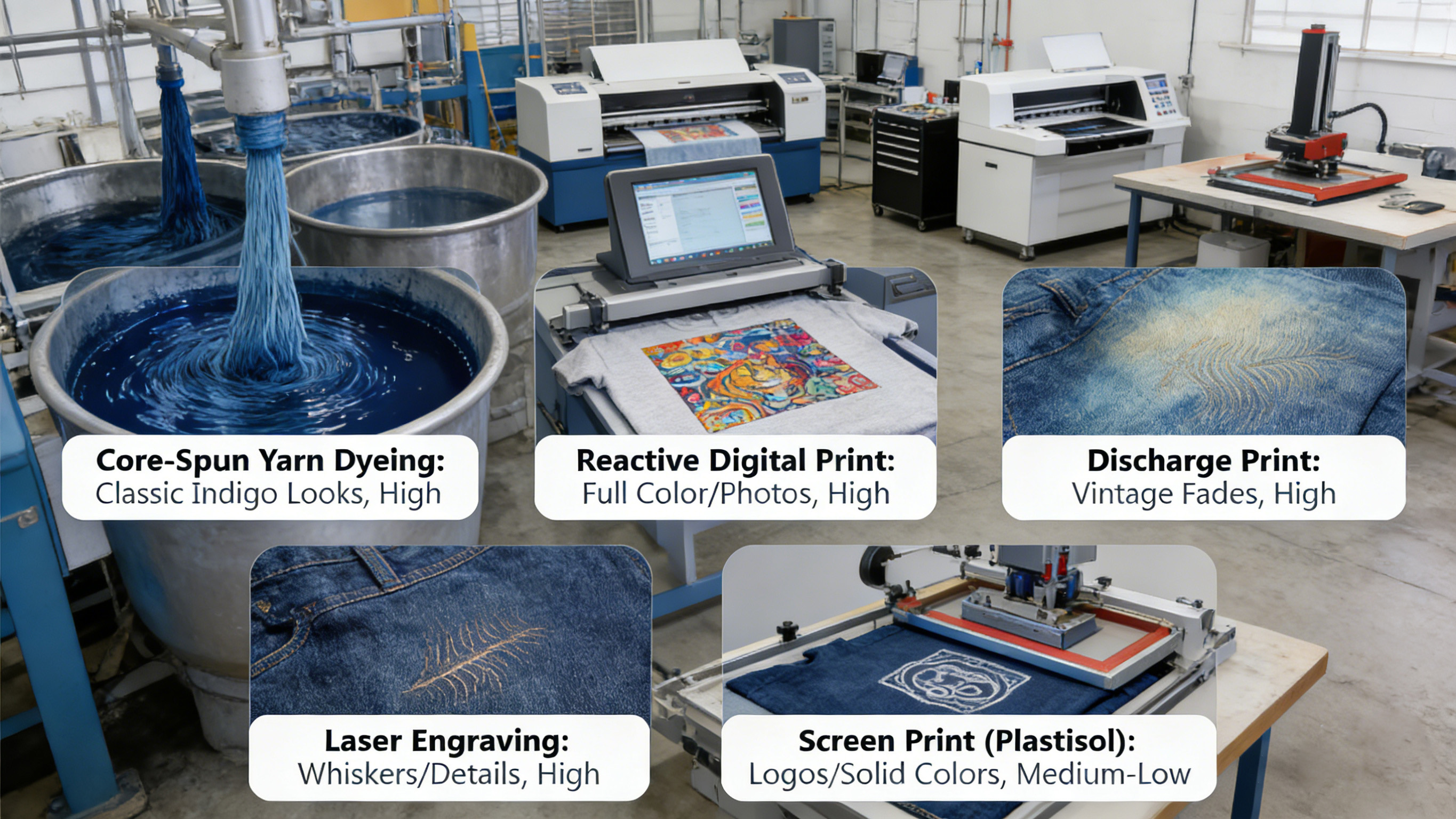
Solutions d’impression émergentes pour le denim très extensible
La nouvelle technologie d'impression résout enfin certains problèmes majeurs liés à la finition des tissus en denim extensible. Prenons, par exemple, l'impression directe sur textile (DTG) : elle applique les motifs exactement là où ils doivent se trouver, sans utiliser ces produits chimiques agressifs qui dégradent les fibres d'élasthanne. Des essais montrent que ces vêtements conservent encore environ 98 % de leur élasticité initiale, même après plusieurs cycles d'usure. Pour obtenir des effets usés, les fabricants utilisent désormais des méthodes numériques qui ne nécessitent pas d'étapes de lavage gourmandes en eau. Cela signifie qu’il n’y a plus de risque de migration des couleurs entre elles lorsque quelqu’un porte réellement le jean. Les dernières imprimantes à pigments sont particulièrement impressionnantes : des laboratoires ont constaté des variations minimes de teinte après 50 cycles complets de lavage — un critère essentiel, car le denim bouge beaucoup sur le corps. L’ensemble de ces améliorations permet de réduire la consommation d’eau de 70 à 90 % par rapport aux anciennes méthodes de finition du denim. Cela paraît logique : la fabrication verte n’est plus seulement bénéfique pour la planète ; elle devient une pratique standard dans toute l’industrie.
Section FAQ
Pourquoi le denim très extensible pose-t-il des défis de teinture uniques ?
Le denim très extensible contient de l'élasthanne, qui repousse l'eau et les colorants, entraînant une coloration irrégulière. Le procédé d'étirement peut aggraver ces incohérences.
Quels problèmes découlent de la structure en fil à âme dans le denim ?
La structure en fil à âme crée une double barrière qui empêche une pénétration adéquate du colorant, conduisant à des zones plus claires dans le tissu.
Comment améliorer l'absorption du colorant dans les mélanges coton/élasthanne ?
L'utilisation de plusieurs étapes de trempage et d'oxydation, de colorants soufrés et de produits chimiques à charge positive permet d'améliorer l'absorption du colorant dans les mélanges coton/élasthanne.
Quels sont les avantages de la teinture par imprégnation à froid en continu pour le denim extensible ?
La teinture par imprégnation à froid en continu accélère la production de 40 % et préserve environ 95 % de l'élasticité initiale du tissu.
En quoi l'impression numérique bénéficie-t-elle au denim très extensible ?
L'impression numérique, comme l'impression directe sur textile (DTG), positionne les motifs avec précision sans endommager les fibres d'élasthanne, conservant ainsi 98 % de l'élasticité initiale, même après usure.
Table des matières
- Pourquoi le denim à forte élasticité pose-t-il des défis uniques en matière de teinture et d’impression
- Stratégies de sélection des colorants pour les jeans à forte élasticité
-
Méthodes de teinture avancées qui préservent la reprise élastique et l'intégrité de la couleur dans les jeans à forte extensibilité
- Teinture par trempage à froid (Cold Pad Batch) contre teinture en corde (Rope Dyeing) : efficacité, régularité et maintien de l'élasticité sur les jeans à forte extensibilité
- teinture par exhaustion contrôlée au pH : rétention de la couleur prouvée à 82 % après 10 cycles de lavage industriel (TexProcess 2023)
-
Solutions d’impression émergentes pour le denim très extensible
- Section FAQ
- Pourquoi le denim très extensible pose-t-il des défis de teinture uniques ?
- Quels problèmes découlent de la structure en fil à âme dans le denim ?
- Comment améliorer l'absorption du colorant dans les mélanges coton/élasthanne ?
- Quels sont les avantages de la teinture par imprégnation à froid en continu pour le denim extensible ?
- En quoi l'impression numérique bénéficie-t-elle au denim très extensible ?